Monforts - RNC 400 ADE-TUR-MON-2001-00002
Маєте додаткові запитання? Зв'яжіться з нами.

Borja Garcia
+34 679 019 350
b.garcia@gindumac.com
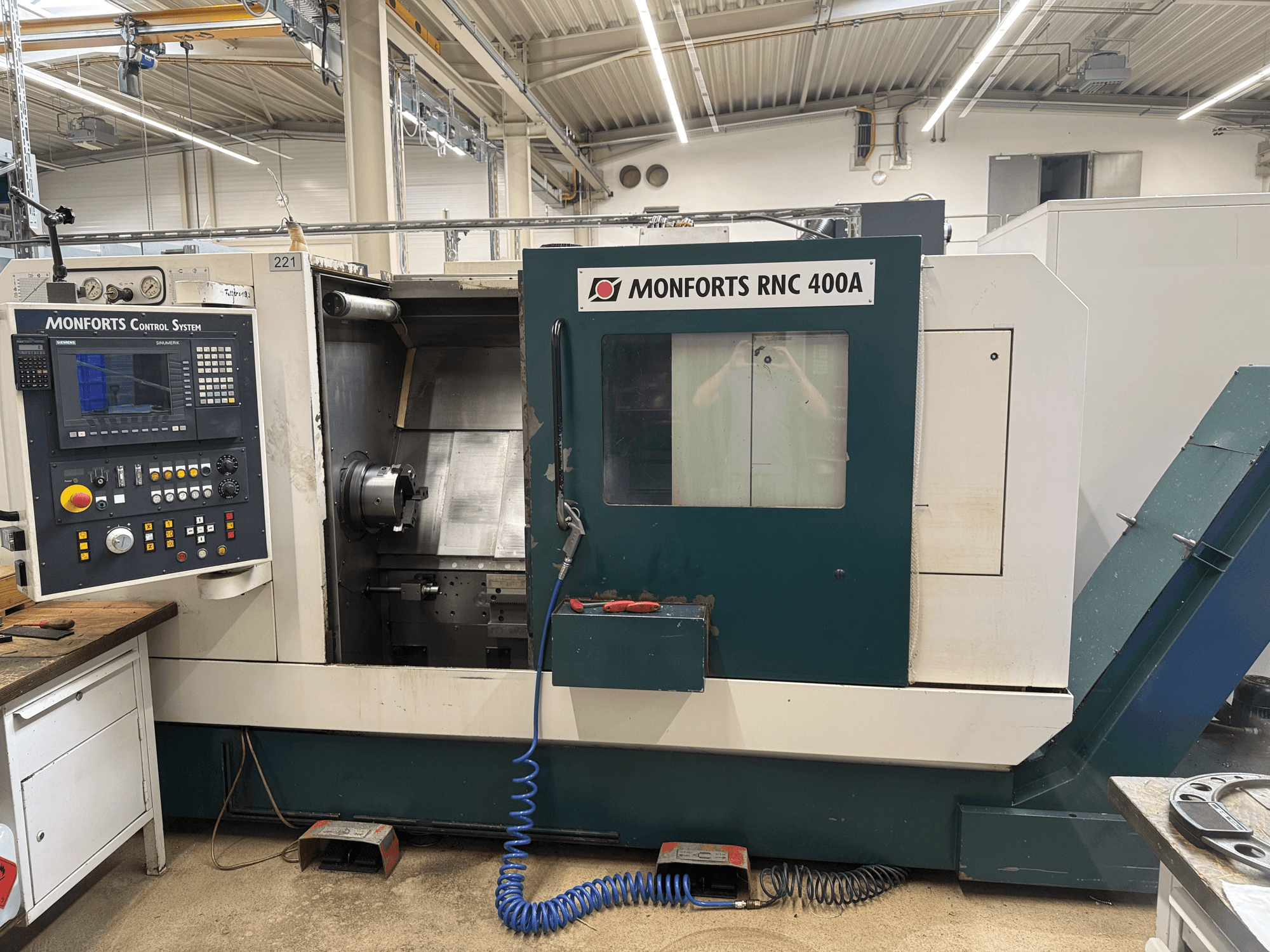
Горизонтальний токарний верстат, виготовлений у 2001 році. Цей верстат Monforts RNC 400 A має прохід над станиною 410 мм і довжину точіння 600 мм. Вона оснащена 12-позиційною дисковою револьверною головкою та потужним трифазним асинхронним двигуном з діапазоном оборотів 30–4000 об/хв. Якщо ви шукаєте верстат з високою якістю токарної обробки, зверніть увагу на верстат Monforts RNC 400 A, який ми пропонуємо на продаж. Зверніться до нас для отримання додаткової інформації.
Огляд
- бренд: Monforts
- рік: 2001
- МОДЕЛЬ: RNC 400 A
- тип програми: Поворот.
- Місцезнаходження: Німеччина
- тип машини: Горизонтальний токарний верстат
Технічна інформація - Monforts RNC 400 A
Розміри
- Вага машини: 6800 kg
Рух
- Кількість осей: 2
- Хід по осі X: 410 mm
- Хід по осі Z: 280 mm
Технічні характеристики
- Протишпиндель: Ні
- Приводні інструменти: Ні
- Потужність шпинделя: 30 kW
- Швидкість шпинделя: 4000 RPM
Додаткова інформація
Виліт над робочою поверхнею: 410 мм
Простір над радіальним супортом: 280 мм
Довжина точіння: 600 мм
Діаметр підшипника шпинделя: 130 мм
Кінцева частина шпинделя: DIN 55026 A6
Діаметр заготовки/просвіт: 65 мм
Основний привід: трифазний асинхронний двигун (100% ED/40% ED), 20,5/30 кВт
Макс. крутний момент: 500 Нм
Привід подачі: трифазні сервоприводи з електронним контролем безпеки
Швидкісний хід (X/Z): 24/24 м/хв
Сила подачі (X/Z): 7,2/10,7 кН
Задня бабка: на окремій направляючій, ручне затискання, хід 900 мм, хід пінолі 90 мм, зусилля 12 000 Н
Револьверна головка: 12-позиційна дискова головка, DIN 69880 / VDI 3425/2, діаметр вала 40 мм (VDI 40), логіка напрямку та позиціонування плоского редуктора
Гідравліка: централізоване подавання масла під тиском для гідростатики та затискання; гідравлічний порожнистий затискний пристрій (макс. 65 мм)
Система охолодження: резервуар 310 л, 3 бари, 40 л/хв
Управління та функції: пам'ять 256 кБ (з можливістю розширення до 1,5 МБ), програмування за стандартом DIN 66025, 2D/3D-моделювання, послідовний інтерфейс RS-232C, компенсація інструменту (до 600 інструментів), постійна швидкість різання, нарізування різьби/нарізування різьби
Конструкція: нахилений стіл під кутом 60°, зварна сталева конструкція на залізобетонній основі з 3-точковою опорою; гідростатичні направляючі (ось X)
Налаштування вимірювання інструменту
Інтерфейс конвеєра для стружки (тільки інтерфейс)
Живлення: 3x400 В (+10%), 50 Гц, загальне підключене навантаження 20,5 кВт (41 кВА)
ОПЦІЙНО: кріплення, фланці та перехідні труби
Задню бабку можна позиціонувати лише вручну, тоді як хід пінолі програмується.
Відстань між торцевою поверхнею патрона та максимальною довжиною точіння становить приблизно 610 мм.
Відстань між торцевою поверхнею патрона та кінчиком висунутої пінолі становить приблизно 1000 мм.
Відстань між торцевою поверхнею патрона та втягнутим задньою бабкою без кінчика пінолі становить приблизно 1160 мм.
*Можливі розбіжності між наведеними даними та фактичними значеннями
Borja Garcia
Умови оплати
Оплата заздалегідь
Фінансування активів